 English
English
 日本語
日本語
 Deutsch
Deutsch
 Español
Español
No.158, Baoqun Road, Yaozhuang Town, Jiashan County, Jiaxing City, Zhejiang Province , China
News
Home / News / Industry News / What Are the Key Advantages of Using Vibration Conveyors in Manufacturing?

Content
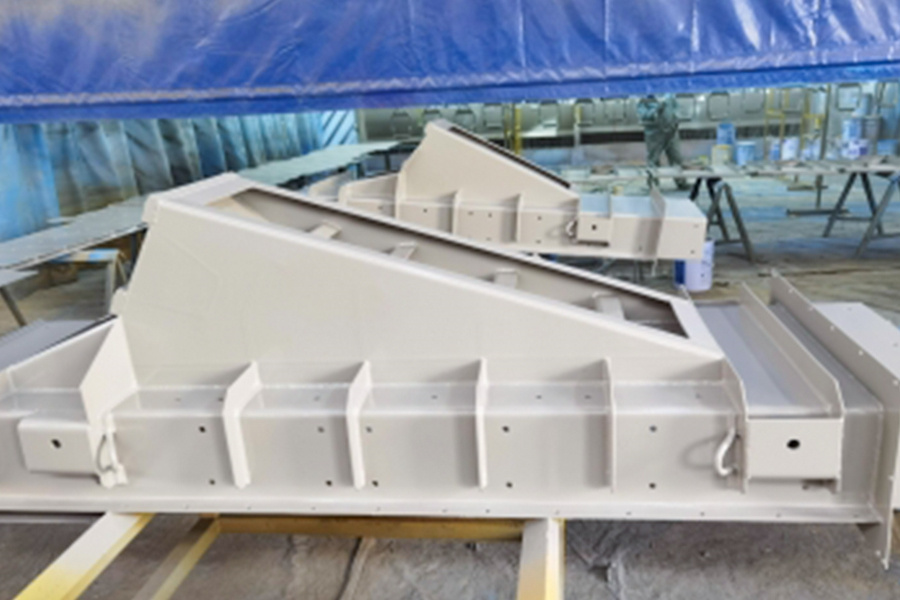
In the world of modern manufacturing, vibration conveyors are increasingly becoming a key component for improving efficiency and streamlining processes. These specialized mechanical structures are used to transport materials with minimal energy consumption and are particularly effective in industries where bulk materials need to be moved quickly and consistently.
Vibration conveyors, also known as vibration conveying mechanical structures, are designed to move bulk materials using oscillatory motion. These systems are primarily used in manufacturing plants for sorting, transporting, or even feeding materials like powders, granules, and parts along production lines. Unlike traditional conveyors, vibration conveyors rely on the force generated by vibrations to move materials instead of a rotating belt. This motion is generated by a set of electromagnetic or mechanical components that create the necessary movement to transport materials along the conveyor path.
The use of vibration conveying mechanical structures offers several distinct advantages that make them an invaluable asset in various manufacturing sectors, including metal processing, food production, and assembly lines.
Vibration conveyors can significantly improve the overall efficiency of a manufacturing line. By utilizing mechanical vibrations, these conveyors can transport materials at higher speeds without compromising on the precision or smoothness of material flow. The oscillatory motion can be adjusted according to the material properties, ensuring that the conveyed material moves smoothly without spilling or creating blockages. This results in less downtime and more continuous operation, increasing production output.
Additionally, vibration conveyors can be customized to meet specific needs. For instance, adjusting the frequency and amplitude of the vibrations allows manufacturers to fine-tune the speed and material handling, improving process flow and reducing delays in production.
One of the most notable advantages of vibration conveyors is their energy efficiency. Compared to traditional conveyor systems, vibration conveyors consume less power while performing the same task. This is because they rely on vibrations rather than mechanical movement, which reduces the amount of energy required to transport materials.
Energy efficiency is particularly beneficial in large-scale manufacturing operations where conveyor systems are running continuously. Reducing energy consumption not only lowers operating costs but also helps in reducing the environmental impact of manufacturing processes. Many modern vibration conveyors are designed with energy-saving features, such as efficient motor designs and optimized vibration amplitudes, to ensure low energy consumption.
Maintenance is a significant factor that influences the overall cost-effectiveness of industrial equipment. Traditional conveyor systems often require frequent maintenance due to wear and tear on belts, pulleys, and other moving parts. In contrast, vibration conveyors have fewer moving parts, which reduces the likelihood of mechanical failure and the need for regular maintenance.
With the absence of belts, rollers, or chains, the risk of mechanical breakdowns is minimized. Additionally, the robust design of vibration conveyors, made from high-strength materials, ensures long-lasting durability even under demanding conditions. This results in lower downtime and reduced maintenance costs over the life of the equipment.
Vibration conveyors are highly versatile in handling a wide variety of materials, ranging from fine powders to heavy, bulk materials. This versatility makes them an ideal solution for many industries, including food processing, pharmaceuticals, mining, and chemical production. The conveyors can easily handle materials of various shapes, sizes, and densities, making them suitable for multiple applications.
For instance, vibration feeders are often used to move smaller components or ingredients, while vibrating screens can be employed to separate materials based on size. This adaptability allows vibration conveyors to be integrated seamlessly into existing production lines without the need for significant redesigns or modifications.
Another advantage of vibration conveyors is the improved control they offer over the material handling process. With vibration conveyors, manufacturers can control the flow of materials with greater precision. This is especially important when dealing with sensitive materials or when precise amounts of material need to be delivered to a specific location.
The vibration amplitude and frequency can be adjusted to control the speed of material movement, allowing for accurate dispensing, feeding, or sorting. This precise control leads to more efficient production and less waste, as manufacturers can reduce the chances of overfeeding or underfeeding materials in the production process.
Unlike traditional conveyor systems that can generate significant noise due to mechanical movement, vibration conveyors are designed to operate with minimal noise levels. The use of vibration motion, rather than rotating parts, significantly reduces the sound levels in the workplace. This is particularly beneficial in environments where noise reduction is important for worker comfort and safety.
Additionally, vibration conveyors can be designed to minimize vibrations transmitted to the surrounding environment. Specialized isolators and mounts are used to absorb excess vibrations, ensuring that the structure remains stable and reducing the risk of wear and tear on both the conveyor and surrounding equipment.
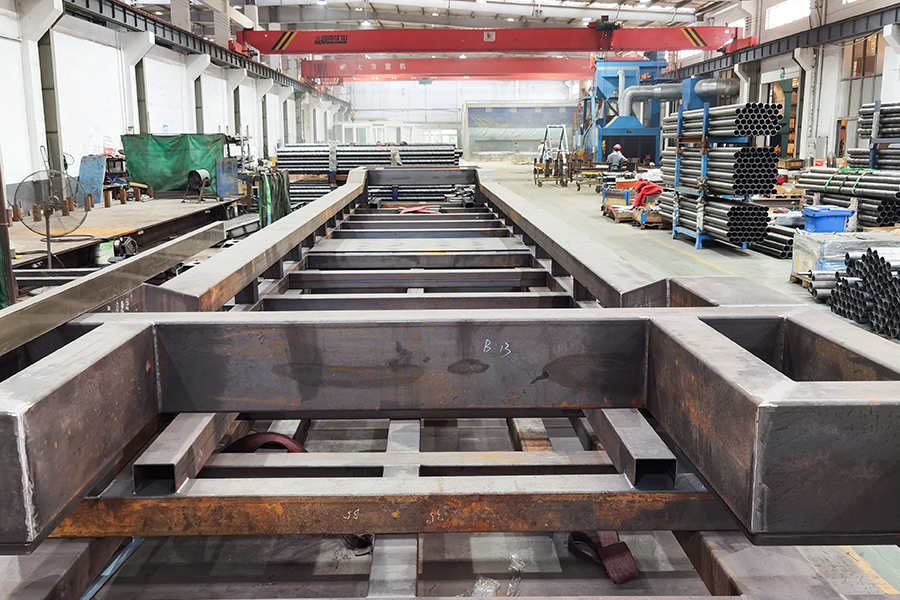
Vibration conveyors are built to withstand harsh industrial environments. They are typically constructed from high-quality materials that ensure durability and longevity. For instance, components like vibrating screens, vibrating feeders, and conveyor belts used in vibration conveyors are made from high-strength steel and alloys that can resist corrosion, abrasion, and wear.
At Jiaxing Dingshi Machinery Manufacturing Co., Ltd., we specialize in the construction of vibration conveying machinery components, such as vibrating screens, feeders, and belts. Our machinery is known for its durability and low maintenance needs. With years of experience working with German companies, we ensure that each component adheres to strict quality standards.
At Jiaxing Dingshi Machinery Manufacturing Co., Ltd., we focus on providing robust and reliable vibration conveyor systems tailored to meet the needs of our customers. Our vibration conveying mechanical structures are designed with high-strength materials and advanced processing techniques to guarantee a long product life and reduced operating costs. With our experience in working alongside German companies, we bring cutting-edge technology and expertise to ensure the highest quality and performance of each component.
Our technical team understands the working principles of various vibration conveying equipment, enabling us to provide the most efficient and effective structural designs. Whether you’re looking for customized solutions for your production line or need components for existing systems, we offer tailored solutions that will help you improve production efficiency while minimizing downtime.
| Type of Vibration Conveyor | Application Area | Key Feature |
|---|---|---|
| Vibrating Feeders | Bulk material feeding, parts handling | Precise control of material flow |
| Vibrating Screens | Material separation, grading | Efficient sorting by size or shape |
| Vibrating Conveyor Belts | Horizontal transportation of materials | Smooth continuous transport with minimal wear |
1. What are the main benefits of vibration conveyors compared to traditional conveyor systems?
Vibration conveyors are more energy-efficient, require less maintenance, and offer greater precision in material handling. They can handle a wide variety of materials and are less prone to mechanical failure.
2. How do vibration conveyors reduce operational costs?
By consuming less energy, reducing maintenance needs, and improving material handling precision, vibration conveyors help lower overall operational costs.
3. Can vibration conveyors handle all types of materials?
Yes, vibration conveyors are highly versatile and can handle a wide range of materials, including powders, granules, and bulk components.
4. Are vibration conveyors noisy?
No, vibration conveyors operate with minimal noise compared to traditional conveyor systems, which makes them suitable for noise-sensitive environments.
5. How long do vibration conveyors last?
Vibration conveyors are built with high-strength materials designed to withstand harsh industrial environments, ensuring long-lasting durability and reduced downtime.
Vibration conveyors offer numerous advantages over traditional material handling systems, including improved efficiency, energy savings, minimal maintenance, and versatility in handling a wide range of materials. The use of advanced technology and high-quality materials ensures that these systems deliver optimal performance, making them a valuable addition to any manufacturing operation. With the help of customized solutions provided by Jiaxing Dingshi Machinery Manufacturing Co., Ltd., manufacturers can rely on vibratory conveyors to improve production lines, reduce operating costs and increase overall efficiency.
Selecting an equipment steel structure welding OEM partner determines whether a mach...
READ MORE
Every piece of industrial equipment needs something to stand on, and that something ...
READ MORE
Understanding the Core Process steel structure frame welding is the process of joini...
READ MORE
Understanding Steel Structure Frame Welding Steel structure frame welding is the pro...
READ MORENo.158, Baoqun Road, Yaozhuang Town, Jiashan County, Jiaxing City, Zhejiang Province , China
0086 13857303563
+86-573-84893330 / +86-573-84518277
product
